Support
サポート情報
- HOME
- サポート情報
高く積んだ積紙を一度に精度・効率良く断ち切る断裁機。
その為の基本的な機構は、以下の3つからなります。
最初のステップは、切断対象の材料(通常は紙)を所定の位置に配置し、それをクランプして固定することです。
クランプ機構は、材料が移動せずに正確に切断できるようにする役割を果たします。
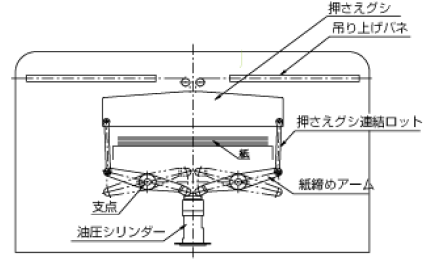
油圧シリンダーの推力で押さえグシを引き降ろし、紙をクランプします。
吊り上げバネの引っ張り力で押さえグシを引き上げて、油圧シリンダーを押し下げてアンクランプします。
刃物(切断刃)が材料の上方に位置し、上下にスライドすることで切断が行われます。
上下のスライド運動は、モーターやハンドルなどを介して制御されます。
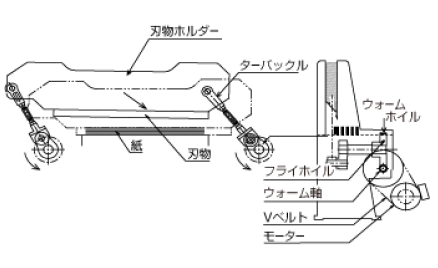
断裁機では、クラッチ・ブレーキを介した電動機の出力による電磁でウオーム軸を回転させ、ウオームホイルを回し、クランク運動で刃物ホルダーを斜めに上下させることで、鋭利な刃先を定規に強く押付けて紙を断裁します。
切断された部分の材料を所定の位置に送り出すための送り機構が作動します。
これにより、次の切断のために新しい材料が適切な位置に配置され、生産性が向上します。
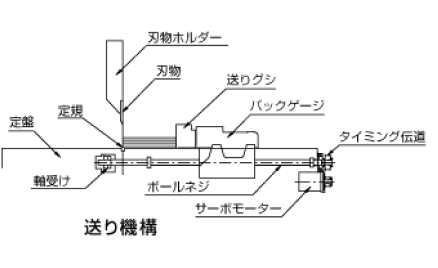
送り機構は、ACサーボモーターより出力された回転数でボールネジを回転させて、バックゲージを前後進させています。
このボールネジは、スキマゼロでバックラッシュが無いため、極めて正確な位置決めが可能です。また、繰り返し停止精度も正確ですので紙を同じ長さに切断する事が可能です。
断裁機は労働安全衛生法では「プレス機械又はシャー」に該当し、
事業者・メーカーに主に以下のことが義務付けされ、遵守する必要があります。
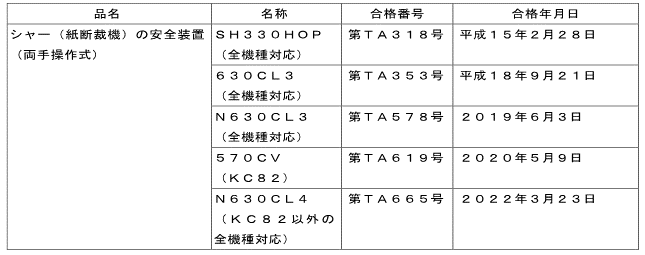
断裁機は、厚生労働大臣が定める規格又は安全装置(型式検定に合格した)を具備しなければ、譲渡し、貸与し、又は設置してはならない。
断裁機の安全装置は、厚生労働大臣の登録を受けた者(登録型式検定機関)が行う当該機械等の型式についての検定を受けなければならない。
断裁機は、法第42条の厚生労働大臣が定める規格又は安全装置(型式検定に合格した)を具備しなければ使用してはならない。
事業者は、労働者を雇い入れたときは、当該労働者に対し、厚生労働省令で定めるところにより、その従事する業務に関する安全又は衛生のための教育を行わなければならない。
断裁業務に従事する人は、特別教育を受けなければ就業できない。
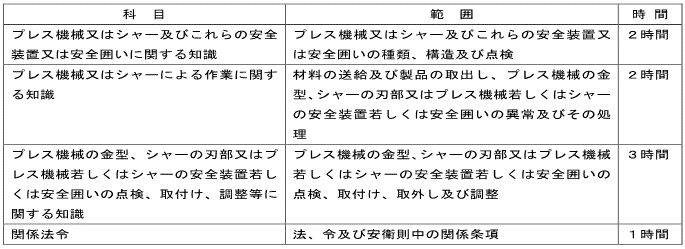
安衛則第36条第2号に掲げる特別教育は、学科教育及び実技教育により行うものとする。
業者は、ボイラーその他の機械等で、政令で定めるものについて、厚生労働省令で定めるところにより、定期に自主検査を行い、及びその結果を記録しておかなければならない。
事業者は、動力により駆動されるシャーについては、1年以内ごとに1回、定期に、次の事項について自主検査を行わなければならない。
事業者は、前2条の自主検査を行ったときは、次の事項を記録し、これを3年間保存しなければならない。
また、機械機能・安全性の維持・管理に関しましても、
オイル交換・年次点検等の定期的なメンテナンスサービスの計画・実施をおすすめいたします。